1. Mga pagpapaubaya para sa mga gripo ng iba't ibang mga marka ng katumpakan
Ang antas ng katumpakan ng gripo ay hindi mapipili at matukoy lamang ayon sa antas ng katumpakan ng thread na gagawing makina, Dapat din itong isaalang-alang:
(1) ang materyal at katigasan ng workpiece na gagawing makina;
(2) Mga kagamitan sa pag-tap (tulad ng mga kondisyon ng machine tool, clamping tool handle, cooling ring, atbp.);
(3) Precision at error sa pagmamanupaktura ng gripo mismo.
Halimbawa: pagpoproseso ng 6H thread, kapag nagpoproseso sa mga bahagi ng bakal, maaaring mapili ang 6H precision tap;Sa pagproseso ng gray cast iron, dahil ang gitnang diameter ng gripo ay mas mabilis na nasusuot, ang pagpapalawak ng butas ng tornilyo ay maliit din, kaya angkop na pumili ng 6HX precision tap, ang buhay ay magiging mas mahusay.
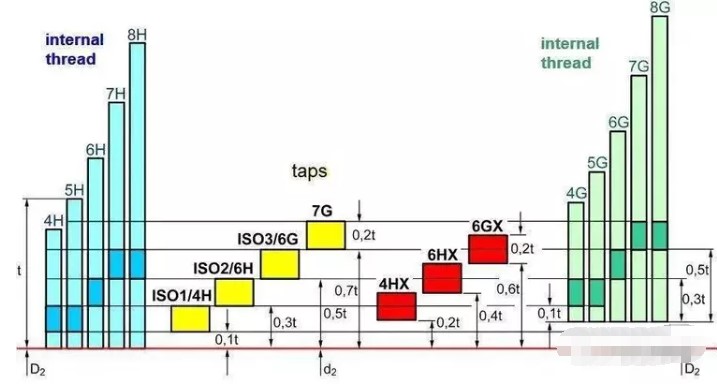
Paglalarawan ng katumpakan ng JIS tap:
(1) Ang cutting tap OSG ay gumagamit ng OH precision system, naiiba sa ISO standards, OH precision system ay pipilitin ang lapad ng buong tolerance zone mula sa pinakamababang limitasyon, bawat 0.02mm bilang isang accuracy level, pinangalanang OH1, OH2, OH3, atbp. ;
(2) Ang extrusion tap OSG ay gumagamit ng RH accuracy system, pinipilit ng RH accuracy system ang lapad ng buong tolerance zone na magsimula sa pinakamababang limitasyon, bawat 0.0127mm bilang isang accuracy level, pinangalanang RH1, RH2, RH3 at iba pa.
Samakatuwid, kapag ginagamit ang ISO precision tap upang palitan ang OH precision tap, hindi basta-basta maituturing na ang 6H ay halos katumbas ng OH3 o OH4 na antas, na kailangang matukoy sa pamamagitan ng conversion, o ayon sa aktwal na sitwasyon ng customer.
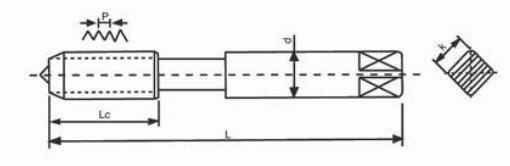
2. Panlabas na laki ng gripo
(1) Sa kasalukuyan, ang pinaka ginagamit ay DIN, ANSI, ISO, JIS, atbp.;
(2) Piliin ang naaangkop na kabuuang haba, haba ng talim at sukat ng parisukat na hawakan ayon sa iba't ibang mga kinakailangan sa pagproseso o umiiral na mga kondisyon ng mga customer;
(3) Panghihimasok sa panahon ng pagproseso.
3. Ang 6 na pangunahing elemento ng pagpili ng tap
(1) Uri ng pagproseso ng thread, sukatan, British, Amerikano, atbp.;
(2) Uri ng thread sa ilalim na butas, sa pamamagitan ng butas o blind hole;
(3) Materyal at katigasan ng workpiece na gagawing makina;
(4) Ang lalim ng kumpletong thread ng workpiece at ang lalim ng ilalim na butas;
(5) Ang katumpakan na kinakailangan ng thread ng workpiece;
(6) Hugis na pamantayan ng gripo.
Oras ng post: Okt-31-2023